


钢管模压异径管安全可靠{泰拓管道制造有限公司 13333272065 联系人:张婕}、卫生环保、经济适用,管道的薄壁化以及新型可靠、简单方便的连接方法的开发成功,使其具有更多其他管材不可替代的优点,工程中的应用会越来越多,使用会越来越普及,前景看好。异径管若选择的口径规格与工艺管道的内径不符,模压异径管生产厂家应进行相应的缩径或扩径处理,若对管道进行缩管,应考虑这样所引起的压力损失是否会影响工艺流程模压异径管生产厂家。

模压同心异径管的制造工艺最简单,用壁厚较厚的管作为毛坯,扩大一端口径或者用等壁厚的管作为毛坯,缩小一端口径均可。无论扩口或缩口,一般是用模具压制。当前国内普遍采用偏心模具逐级压制偏心异径管,用这种工艺生产的三级以上的偏心异径管,在小头偏心端会产生严重缺口、内壁起瘤、壁厚不均匀及椭圆等现象。按斜截同心异径管截头所得结构代替偏心异径管时,因为斜截面不是圆面而是椭圆面,就会存在端面与直管之间的错边、无法完全相接的问题。如果采用新的压制工艺,即先用同心模具压制出同心异径管,再把压好的同心异径管放入偏心模具中压制整型为所需要的偏心异径管,则其内、外表面光滑,小头平整,壁厚均匀,圆度合格,所用原材料较少本公司主营:大小头,异径管,同心大小头,偏心异径管,锻造法兰,冲压法兰,对焊法兰的专业厂家、援用先进的弯头、法兰、管件配套生产线12条,可生产对焊管件,承插管件,合金管件,高压管件,绝缘接头、补偿器、绝缘法兰、金属软管,传力接头,人孔,手孔,HG20592过滤器。
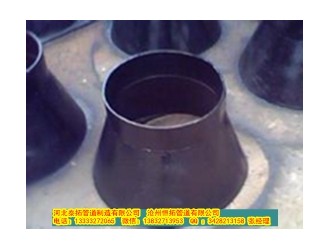
异径管又称大小头.用来连接不同尺寸的管子,一般分为同心异径管和偏心异径管两种.当异径管立起来后两端口的投影是同心圆时.它就叫同心异径管,而偏心异径管的投影是小圆内切于外圆异径管的圆度应小于等于相应端外径的1%.且允许偏差为±3mm.
同心异径管极限扭矩相对要比偏心异径管的极限扭矩略大一点.异径弯管大端面截面承受扭矩时的极限扭矩相对要比小端面截面承受扭矩时的极限扭矩小.在异径弯管承受端面扭矩作用上.还提出了一端的扭矩无法完全传递到另一端的概念.扭矩在传递中会逐渐转化为弯矩.90°弯管一个端面的弯矩既可由另一个端面的扭矩转化而来.提出了同心异径管.偏心异径管和异径弯管的有限元模型建模法.
大小头的成型方式一般分为两种:1、缩径/扩径成形,大小头的缩径成形工艺是将与大小头大端直径相等的管坯放入成形模中,通过沿管坯轴向方向的压制,使金属沿模腔运动并收缩成形。根据异径管变径的大小,分为一次压制成形或多次压制成形。2、 冲压成形,除使用钢管为原料生产大小头外,对部分规格的大小头还可用钢板采用冲压成形工艺进行生产。拉伸所使用的冲模形状参照大小头内表面尺寸设计,用冲模将下料后的钢板冲压拉伸成形。沧州泰拓管道装备制造有限公司专业生产大小头(同心大小头,偏心大小头,碳钢大小头,不锈钢大小头) 无缝大小头的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的弯头,还可以用同样宽度的坯料生产管径不同的焊管。

质量与用途:大小头内外用高档抛光设备处理,达到表面精密度要求;此产品适用于 乳品、食品、啤酒、饮料、化妆品等工业领域;5、对外加工:可以按用户要求来图、来样加工非标产品;6、连接方式:卡箍(快装)式、焊接式、螺纹(活接)式。 注意大小头也适合于环保除尘行业中的管道变径,一般都是钢板卷制切割焊接而成,管径大小不一,材料 一般都是热轧卷板,应用的非常好,可以节约成本镀锌大小头是大小头中的一种是将大小头的表面镀上一层锌料,提高大小头的耐腐蚀性能。镀锌大小头分热镀锌和电镀锌两种,热镀锌镀锌层厚,电镀锌成本低,表面不是很光滑。
异径管若选择的口径规格与工艺管道的内径不符.应进行相应的缩径或扩径处理.若对管道进行缩管.应考虑这样所引起的压力损失是否会影响工艺流程.模压异径管为了防止安装异径管后影响流速场的分布.造成压力的损失.进而降低的测量精度.模压异径管要求的中心锥角α不大于15°.越小越好.
异径管是应用于管路变径处的一种管路管配。通常采用的成形工艺为缩颈压制和扩颈压制,对有些规格的异径管也可采用冲压的方法成形;异径管的缩颈压制成形是将与异径管大端外径相同的管坯放入成形模具中,通过沿毛坯轴心的方向压制,使毛坯沿模具的型腔运动并收缩成形,根据异径管弯径的大小情况,分为一次压制成形和多次压制成形;扩颈压制是采用小于异径管大端外径的毛坯,用内压模沿毛坯内径扩颈成形。扩颈加工的方法主要解决变径偏大的异径管不易通过缩颈加工的情况,有时根据材料和产品的加工需要,将扩颈和缩颈合并使用。在缩颈和扩颈成形加工中,根据不同材料和变径情况,确定采用热压或冷压。

