
装载加固方法
① 将车组定位,并调整到适当高度。
② 在凹板上用标尺标出用于定位中心的纵,横向水平线。
③ 将定子按重心分布落在车组的凹板上,设备重心纵向与车板重心对正,横向与车体纵轴线对正。在设备下衬垫薄木板或橡胶垫,增加设备和底座间的摩擦力,防止铁离子污染、确认位置无误后,将设备缓缓吊放到车板上台。
④ 拆除定子四个吊耳。
⑤ 将预先制作的支撑板与吊耳的螺栓孔进行连接,螺栓孔完全与定子吊耳
螺栓孔相同。
⑥ 预制的支撑一端与吊耳螺栓孔相连,另一端与凹板鹅颈部焊
接。
⑦ 定子装车后定子前后用 200×200mm 钢板垫块焊烧牢固,防止
定子滑动。
⑧ 支撑板上的吊耳与车辆凹板底部用花兰螺丝进行连接,凹板的两侧各用 4 道,采用“内八字”(或“外八字”)相结合的加固方式,每道花兰螺丝受力不小于 20 吨。
⑨ 所有捆扎连接的索具受力均应相同或大于 20 吨。
⑩ 定子在运输过程中盖上雨布,雨布外再盖上保护网,运输过
程中做好防尘防潮工作。
⑪ 经技术人员、质保人员检查符合安全要求后,才能进行运输。
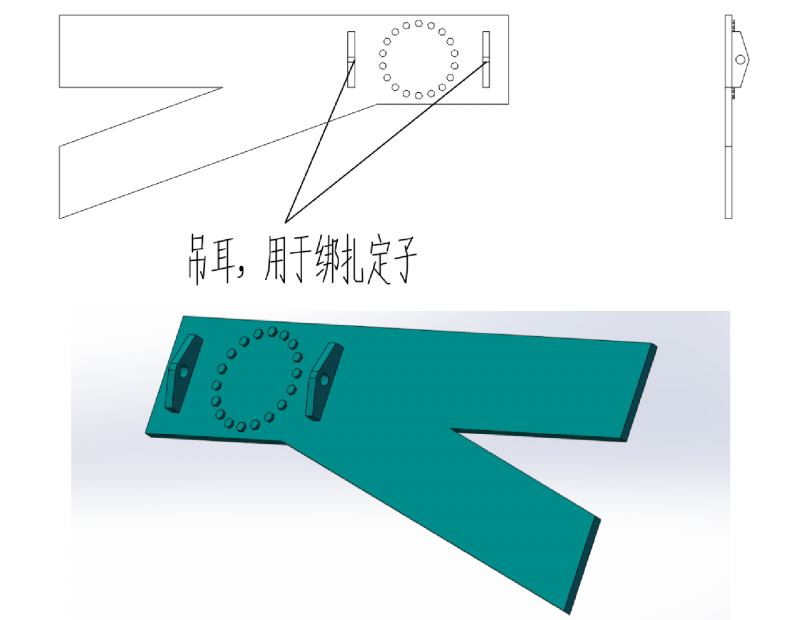
吊耳绑扎示意图
吊耳绑扎示意图


